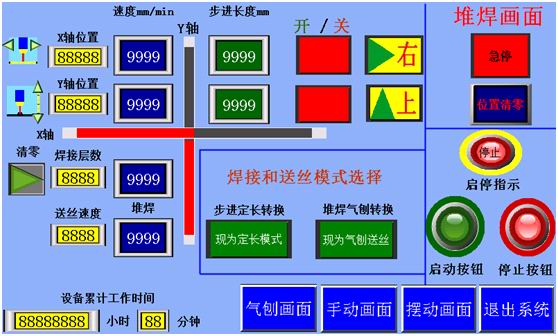
画面为堆焊监控画面,黄色数字原件为数据显示区,画面上部区功能:设置堆焊时小车步进速度;小车的步进长度(每次接收到步进信号做1次步进);两个红色开关为点动交替开关(每按1次状态变化1次),用于选择是否开启X轴或y轴做步进动作,红色关闭,绿色开启;开关按钮右边带文字的两个切换按钮,用于切换X轴和y轴步进时的步进方向,向左或向右,向上或向下。
画面下部功能:焊接层数,黄色用于显示,右边蓝色用于设置堆焊层数,默认为零,不计数,一直堆焊直到焊完整个零件(如设置了堆焊数值,记录到等于设置值时,机器自动停止焊接);下面的送丝速度,用于显示和设置堆焊时的送丝速度;蓝色方框里面步进定长切换按钮的作用:堆焊模式为常规用法,每焊1圈小车按步进长度设置值步进1次,新增加的定长功能,用于预设长度焊直缝,定长按钮按下,启动焊接后,机器会按步进长度设置数据和方向焊接,焊接完成自动停止;堆焊气刨转换开关,用于切换堆焊送丝和气刨送碳棒的数据,堆焊时设置为红色。
右边的启停按钮和手操器上面的急停按钮功能相同,用于停止机器;位置清零按钮长按,画面上十字轴显示条会回到中心位置。
右下角焊接启动和停止按钮用于焊接时的启停。
|